O ver los últimos años, vínculo ultrasónicoLa tecnología ha evolucionado para satisfacer las expectativas de calidad y los requisitos de velocidad para la conversión de vanguardia Líneas. La última generación de sistemas de unión ultrasónica proporciona un control completo de proceso y produce una calidad de enlace de alto nivel en las velocidades de la línea de hasta 1,500 pies por minuto (ft / min), o 500 metros por minuto (M / min). La unión ultrasónica se usa ampliamente en la producción de higiene líneas. Además de su uso para pañales, entrenamientos y productos de incontinencia, también se usa femenino servilletas; Filtros; Quirúrgico Máscaras; Vestidos y almohadillas; Toallitas; Cosméticos Almohadillas; vacío bolsas; y café y té Filtros; Entre entre Muchos otros textiles, película, no tejidos y papel productos. El proceso ultrasónico es muy versátil y se puede utilizar en una amplia gama de productos para: laminado / enlace; relieve; perforante; Llegado / Corte; y empalme. Con estos Capacidades, el proceso ultrasónico puede ser un ahorro de costos Alternativa para aplicaciones de unión adhesiva existentes y, a menudo, permite nuevas aplicaciones únicas con propiedades que no pueden ser logrado por cualquier aplicación adhesiva proceso. Ejemplos Incluir: - laminando múltiples capas de material simultáneamente para crear costuras laterales fuertes pero blandas de los pantalones de entrenamiento, ropa interior protectora para adultos o cosméticos PADS; - laminando la tela similar Hoja de retroceso de pañales mientras se adorna decorativo Patrones; y - vinculando una amplia gama de formas como en forma de MITT Toallitas. La amplia gama de aplicaciones incluye multicapa Toallitas de función, Productos médicos (Cara Máscaras, cubiertas de zapatos, paquetes de calefacción y bolsas de hielo), unión de sorbentes y laminado
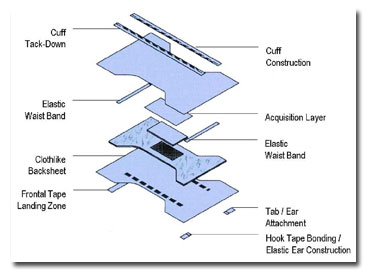
FIGURA 1: Aplicaciones de unión ultrasónica en pañales.
Fundamentos de soldadura ultrasónica
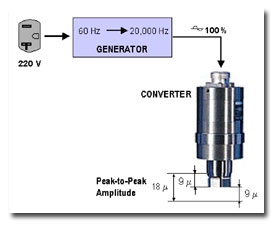
La soldadura por ultrasonidos es un método de unión que utiliza ondas de sonido mecánicas de alta frecuencia para crear enlaces moleculares entre materiales termoplásticos, como no tejidos, películas o moldes de inyección Plástico Partes. Durante El proceso de soldadura por ultrasónicos, las vibraciones mecánicas se introducen en el material a una frecuencia alta de 20,000 o más ciclos. por segundo con amplitud específica en la magnitud del diámetro de un cabello humano y una cierta soldadura. El ultrasonido es un término utilizado para las altas frecuencias que van desde 20 kilohertz (kHz) a 1 gigahertz (GHZ) (Hz = Ciclos por Segundo). Estos Las frecuencias están más allá del rango de lo que los humanos pueden escuchar. Los sistemas de soldadura por ultrasonidos comúnmente utilizan frecuencias de 20, 30 o 35 KHz. Un generador ultrasónico convierte electrónicamente el voltaje de línea en un alto voltaje / Alto Señal de frecuencia y entrega a un convertidor En el convertidor, los cristales piezoeléctricos están emparedados entre dos discos de titanio y vibran (expandir y contrato) A la frecuencia de la señal eléctrica aplicada. La vibración produce un movimiento mecánico muy rápido de 20,000 ciclos por Segundo con pequeña amplitud de unos 18 micrones (Peak-to-Peak). Figura 2: Sistema eléctrico con generador y convertidor.
Para La mayoría de las aplicaciones, las amplitudes de 18 micrones son insuficientes para soldar material. conectando un acoplador de amplitud (BOOSTER) al convertidor, se puede aumentar la amplitud de la vibración. Una ganancia típica de un acoplador de amplitud es 1: 2. a sonotrode (ultrasónico cuerno), que está conectado al extremo inferior del acoplador de amplitud, aumenta aún más la amplitud, generalmente por un factor de 2.3. Con la amplitud resultante de 80 micrones (pico a pico), el material se comprime entre la superficie del sonotrode y la parte superior de un yunque. La compresión de las piezas no tejidas, película o plástico crea una compresión y fricción entre las moléculas termoplásticas. Este resulta en calentar y derritir los materiales termoplásticos y crea una soldadura, o unión, entre ellos. FIGURA 3: Acumulación de amplitud en una pila ultrasónica.
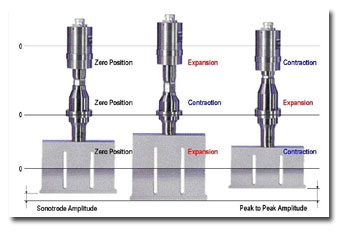
Figura 4: La amplitud de la soldadura es la cantidad de expansión o contracción de sonotrode.expansion / contracción Durante La vibración de la pila ultrasónica.
Ajuste de enlace
Fuerza en soldadura ultrasónica.
La amplitud y la fuerza son los dos parámetros de proceso clave que cambian el bono Fuerza. La amplitud de la vibración se puede cambiar tanto utilizando acopladores de amplitud con diferentes ganancias y ajuste electrónico en el generador ultrasónico. Una vez que se determina la amplitud óptima para una aplicación o combinación de material, la amplitud se convierte en una constante y no se modificará. Este Deja la fuerza de soldadura que el sonotrode Se aplica al material como el único proceso de variable restante que afecta la fuerza de la bono. Las fuerzas de soldadura ligeras resultan en luz Bonos. Con las fuerzas de soldadura cada vez mayor, la fuerza de los bonos aumenta. La cantidad de fuerza requerida depende de la resistencia de la unión deseada, el material o la combinación de material a unirse, el tiempo de soldadura o la velocidad de la banda y el área de cobertura de la unión Patrón. Para lograr una calidad de enlace consistente, los dos parámetros de soldadura de amplitud y fuerza deben mantenerse constantes. unión ultrasónica continua
Mientras que los fundamentos de la soldadura por ultrasonidos se aplican a todas las aplicaciones de soldadura de plástico ultrasonidas, una unión por ultrasonidos de las webs continuas, incluyendo no tejidos y las películas, requiere un sistema personalizado solución. Un sistema de unión ultrasónico continuo consiste en un tambor de anvil grabado y el sistema ultrasónico con una pila ultrasónica (convertidor, acoplador de amplitud y sonotrode). La pila está montada sobre el tambor de yunque, dejando un espacio pequeño entre la superficie del tambor de yunque y el sonotrode. Mientras que el sonotrode está constantemente en expansión y contratación - 20,000 veces POR segundo - El material pasa a través de la brecha entre el sonotrode y el yunque tambor. Durante La fase de expansión, el sonotrode comprime el material entre la superficie de soldadura del sonotrode y el yunque tambor. En materiales termoplásticos, esta compresión crea compresión molecular y fricción de la superficie, lo que hace que el material se derrita selectivamente en los puntos de unión elevados del yunque Durante La fase de contracción, el sonotrode Crea una brecha más grande, permitiendo que el material se ejecute a través de la brecha a altas velocidades sin material Atascos.
FIGURA 5: Sistema de unión ultrasónico continuo con SonotRode y el tambor de yunque
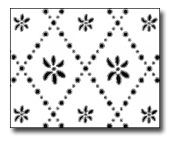
La cantidad de energía traída al producto depende la amplitud del sonotrode y la fuerza aplicada a la materia Si bien la amplitud permanece constante, la resistencia de los bonos se puede ajustar cambiando la brecha. Con una brecha relativamente grande, se aplica menos fuerza al material que resulta en la luz enlaces; Reducir la brecha aumenta la fuerza y resultará en enlaces más fuertes. Al variar los diseños de tambores de ANVIL, la apariencia visual del patrón de bonos y las propiedades de unión se pueden personalizar a los requisitos de las aplicaciones individuales. Figura 6: Ejemplos de patrones de vinculación.
Calidad de enlace consistente
a través microgap control
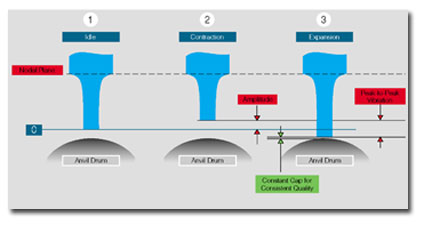
Para garantizar una calidad de unión coherente, es importante controlar con precisión los dos parámetros clave: amplitud y fuerza. Los generadores ultrasónicos de última generación proporcionan una producción de amplitud estabilizada, asegurando que el sonotrode Vibrará con consistencia amplitud. Los sistemas de vínculos ultrasónicos continuos también deben mantener una fuerza de soldadura consistente para lograr una calidad de soldadura consistente a altas velocidades de producción, y para eliminar virtualmente el desgaste y evitar la quemadura.
FIGURA 7: brecha constante para una calidad de enlace consistente
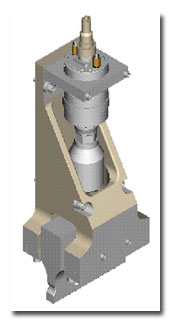
Los sistemas de unión ultrasónica de ingeniería correcta pueden mantener una fuerza de soldadura consistente manteniendo una brecha constante entre Sonotrode y yunque tambor. Es esencial reemplazar la junta tórica Soportes de refuerzo en sistemas ultrasónicos convencionales con montajes de metal rígidos en el nodal Plano del sonotrode Figura 8: Pila ultrasónica montada rígida
El montaje de la pila ultrasónica en el sonotrode, patentado por Herrmann Ultrasonics Inc., Chicago, en un dispositivo de montaje de metal fundido presenta una excelente solución de montaje rígida y reduce la longitud de expansión térmica de las pilas ultrasónicas en un 66 por ciento en comparación con lo convencional montado en refuerzo pilas. Para Algunas aplicaciones, puede ser suficiente para combinar una pila montada rígida de este tipo con un cargado a presión Tambor de yunque como un sistema ultrasónico continuo y rentable. Para Control de proceso completo, calidad de enlace constante y altas velocidades de producción, Herrmann Ultrasonics Desarrolló una unidad de actuador con un ajuste de altura de precisión Sistema. más bien Confiando en las diferentes presiones de aire para cambiar la fuerza de soldadura, esta unidad de actuador utiliza un motor paso a paso para cambiar la posición de operación del SonotRode a través un mecanismo La unidad del actuador permite configurar el espacio entre SonotRode y el tambor de yunque con una precisión extremadamente alta para ajustes finos del bono Fuerza. El rango de ajuste es de 8,000 pasos. Cada paso corresponde a un ajuste de altura de 0.3 Microns. compensación para expansión térmica
Durante El proceso de unión, la compresión y la fricción de las moléculas termoplásticas crean calor que funde selectivamente el material. Algunos de este calor se vuelven a irradiar en la cara de soldadura del sonotrode y superficie del yunque tambor. Además, la expansión y la compresión del convertidor, acoplador de amplitud y sonotrode aumentar la temperatura del ultrasónico pila. La expansión térmica resultante reduce la brecha entre Sonotrode y yunque tambor. Cuando Manteniendo la pila ultrasónica en la misma posición, la fuerza aplicada al material puede aumentar y causar la soldadura en exceso o quemadura a través. Eventualmente, el sonotrode se puede expandir en el tambor de anvil de acero rotativo y endurecido, causando desgaste masivo o daños en ambos SonotRode y yunque tambor. Herrmann Ultrasonics Resolvió este problema con el desarrollo de un patentado Microgap Sistema de control que compensa automáticamente las expansiones térmicas. A MICROGAP El controlador supervisa constantemente la fuerza de soldadura real que el sonotrode se aplica al material a través de Una celda de carga en el actuador. El bucle cerrado El controlador compara la fuerza de soldadura real con una fuerza objetivo programada y, si es necesario, ajusta la posición del sonotrode por motor paso a paso para mantener una constante brecha. Este garantiza una calidad de enlace consistente y reduce significativamente el desgaste evitando el contacto entre SonotRode y yunque tambor.
FIGURA 9: Microgap Sistema de control con control de fuerza.
El montaje rígido de la pila ultrasónica permite la instalación SonotRodes lado a lado y muy cerca uno del otro en una fila. Combinado con la forma especial de los sonotrodos, las pantallas anchas se pueden unir a la perfección sin desinflado LANES ENTRE LOS SONOTRODES. Los calendarios ultrasónicos comerciales incluyen máquinas con anchos de producción de 120 pulgadas, o 3 metros. Los anchos más grandes son posibles. Figura 10: 90 " (2.2 Metros) Calendario ultrasónico ancho
en líneas de conversión de alta velocidad, sistemas de unión por ultrasonidos con MICROGAP El control permite producir resultados de enlaces de alta calidad de alta calidad a velocidades de hasta 1,500 ft / min (500 M / MIN). Ultrasonic Vinculación: más rentable que Métodos de unión que utilizan adhesivos.
Para Muchas aplicaciones que se unieron tradicionalmente con adhesivos, la tecnología de unión ultrasónica puede ser una alternativa atractiva. Beneficios de la unión ultrasónica Incluir:
Eliminación de los adhesivos del proceso de unión.El proceso de producción ya no depende de la disponibilidad de los adhesivos. No existe un impacto negativo al aumentar los costos adhesivos en la línea inferior Los ahorros de costos significativos se logran al eliminar el costo del adhesivo del producto. No se necesitan requisitos de lento y costosos de los tipos de adhesivos de sustitutos para los adhesivos que ya no están disponibles. No existe una reacción química entre el adhesivo y la loción o la solución de limpieza en toallitas húmedas, lo que puede disolver el adhesivo, destruir el enlace y contaminar la loción o la solución del toallito.
Posibilidad de usar Thinner Materiales: Ahorro de costos mediante el uso de más delgado, menos costoso No tejidos y películas; no sangrado de adhesivos a través de delgados No tejidos; yNo hay distorsión de calor de películas delgadas por Hotmelt adhesivos.
Nuevas posibilidades más allá de las capacidades de aplicaciones adhesivas Incluir: vinculando múltiples capas de material simultáneamente, como seis capas de 12 capas en costuras laterales de entrenamiento Pantalones; Los patrones de unión intermitente en una amplia gama de formas, como mitones, óvalos y círculos, es posible; Cambio de patrones de unión fácilmente usando tambores de yunque con diferentes Grabado; yCreación de laminados atractivos y en relieve mediante el uso de patrones de unión decorativos para la diferenciación del producto o el reconocimiento de marca, por ejemplo. laminado forma de tela Hoja de retroceso Para pañales con patrón en relieve, o laminados de unión con logotipo de empresa en relieve o marca Nombre.
Procesos adicionales y ventajas de mantenimiento Incluir: Proceso seguro - La unión por ultrasonidos funciona sin medio caliente, a presión, que podría Operadores heridos o mantenimiento Personal; Disponibilidad instantánea del sistema, no Calentamiento Tiempo Requerido; Resistencia inmediata de unión con prácticamente ningún tiempo abierto o enfriamiento Fase; Sin tiempo de inactividad de la máquina por contaminación adhesiva, boquillas de pulverización adhesiva obstruida o módulos de control roto de la aplicación adhesiva Cabezas; No se requiere reparación de piezas calientes y pegajosas yBaja energía Costos.
limitaciones
Debido a la naturaleza del proceso, la unión ultrasónica normalmente requiere algunos contenidos termoplásticos en el material que puede fundirse para crear. Bonos. Sin embargo, en algunos casos, incluso es posible lograr una resistencia de unión suficiente con no termoplástica Materiales tales como tejido. Los ensayos en un laboratorio de aplicaciones permiten evaluar la viabilidad de la unión ultrasónica para material específico combinaciones.
conclusiones
Cuando La búsqueda de alternativas viables a los procesos de unión adhesivo convencionales, los sistemas de unión por ultrasonidos pueden ser una solución ideal Al eliminar completamente los adhesivos para el proceso de unión, los fabricantes ya no dependen de la disponibilidad de adhesivos mientras logran un costo importante Ahorro. Con la disponibilidad de sistemas de unión ultrasónica continua avanzada y comprobada, la unión por ultrasonidos es una producción confiable y controlable Sistemas de vinculación ultrasónica de última generación con MICROGAP El control puede cumplir Hoy Requisitos de alta velocidad y calidad de la demanda No tejidos Aplicaciones. Más allá de la mera sustitución de las solicitudes existentes, la unión ultrasónica crea oportunidades para una amplia gama de nuevas aplicaciones con propiedades únicas que no pueden Llegar con cualquier aplicación adhesiva Sistema. 
 español
español












 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District








