
 español
español









Introducción de mecanizado ultrasónico
Principio de funcionamiento del mecanizado ultrasónico
La figura muestra el mecanizado ultrasónico Operación. El oscilador electrónico y el amplificador, también conocido como generador, convierte la energía eléctrica disponible de baja frecuencia a la alta frecuencia Potencia del orden de 20 kHz que se suministra al transductor.
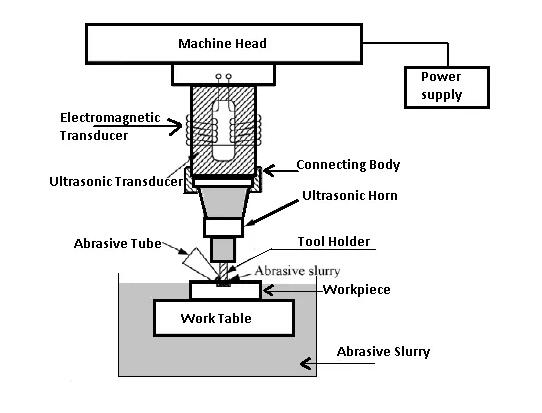
El transductor funciona por magnetron Stricion. La de alta frecuencia La fuente de alimentación activa la pila de los magnetostrictivos Material que produce movimiento vibratorio longitudinal de la herramienta La amplitud de esta vibración es inadecuada para el corte. Propósitos. Este Por lo tanto, se transmite a la herramienta penetrante a través de un dispositivo de enfoque mecánico que proporciona una vibración intensa de la amplitud deseada en la herramienta Fin.
El dispositivo de enfoque mecánico a veces se llama velocidad transformador. Este es un vástago cónico o llamado 'cuerno'. Es El extremo superior se sujeta o se soltó a la cara inferior del magetestrictivo Material. Su extremo inferior está provisto de medios para asegurar la herramienta
todos estos partes, incluida la herramienta hecha de bajo carbono o acero inoxidable a la forma de la cavidad deseada, actuar como un cuerpo elástico transmite las vibraciones a la punta de la herramienta
Los abrasivos comúnmente utilizados son
Óxido de aluminio (alúmina), carburo de boro, carburo de silicio y diamante Polvo. El boro es el material abrasivo más caro y se adapta mejor al corte de carburo de tungsteno, acero de herramientas y gemas. Silicon encuentra la más Aplicación. Para Corte de vidrio y cerámica, alúmina se encuentra como la mejor.
La suspensión abrasiva se extiende a la herramienta de trabajo Interfaz por bombeo. Se utiliza un sistema de enfriamiento refrigerado para enfriar la suspensión abrasiva a una temperatura de 5 a 6 ° C. Un buen método es mantener la suspensión en un baño en el corte Zona.
El tamaño del abrasivo varía entre 200 gritas y 2000 Grit. Los grados gruesos son buenos para desbaste, mientras que Las calificaciones más finas, dicen 1000 git, se emplean para terminar. Los abrasivos frescos cortan mejor y la suspensión, por lo tanto, ser reemplazada periódicamente.
exactitud
La velocidad máxima de penetración en materiales suaves y quebradizos, como las cerámicas blandas, son del orden de 20 mm min, pero para materiales duros y duros, la tasa de penetración es superior. Precisión dimensional hasta T0.005 MM es posible y la superficie termina a un valor de RA de 0.1-0.125 Micron se puede obtener.
Un radio de esquina mínimo de 0.10 MM es posible terminar Mecanizado. La gama de tamaños de USM Las máquinas varían de un tipo portátil ligero que tiene una entrada de aproximadamente 20 W a máquinas pesadas que toman una entrada hasta 2 kW.
Limitaciones del proceso.
La principal limitación del proceso es su corte de metal relativamente bajo Tarifas. La tasa máxima de eliminación de metal es 3 MM® / S y el consumo de energía es alto. La profundidad de los orificios cilíndricos se limita actualmente a 2.5 veces el diámetro de la herramienta
El desgaste de la herramienta aumenta el ángulo del orificio, mientras que las esquinas afiladas se vuelven redondeadas. Este Implica que el reemplazo de la herramienta es esencial en la producción de agujeros ciegos precisos. Además, el proceso es limitado, en su forma actual a la máquina en superficies de tamaño comparativamente pequeño
desarrollo reciente
Recientemente, se ha producido un nuevo desarrollo en el mecanizado ultrasónico en el que se usa una herramienta impregnada con polvo de diamante y no se usa la suspensión. La herramienta se ha oscilado en frecuencias ultrasónicas, así como rotado. Si No es posible girar la herramienta que la pieza de trabajo puede ser rotada.
Este La innovación ha eliminado algunos de los inconvenientes del proceso convencional en la perforación de los hoyos. Para Instancia, las dimensiones del agujero se pueden mantener dentro +0.125 mm. Los orificios de hasta 75 mm se han perforado en cerámica sin ninguna caída en la tasa de mecanizado, como se experimenta en el proceso convencional.
Aplicación de mecanizado ultrasónico.
La simplicidad del proceso lo hace económico para una amplia gama de aplicaciones, como:
·Introducción de agujeros redondos y orificios de cualquier forma para la cual se puede realizar una herramienta. El rango de formas obtenibles se puede aumentar moviendo la pieza de trabajo Durante Corte.
·En las operaciones de mecanizado, como la perforación, la molienda, los perfiles y las operaciones de fresado en todos los materiales, ambos conductores y no conducen.
·Mecanizado de vidrio, cerámica, tungsteno y otros carburos duros, piedras preciosas como sintéticas Ruby.
·en hilos de corte en componentes hechos de metales duros y aleaciones al girar aproximadamente y traducir la pieza de trabajo o la herramienta
·Al hacer que el dibujo de carburo de tungsteno y el diamante muere y muere para forjarse y extrusión procesos.
·Permitir que un dentista perfore un agujero de cualquier forma en los dientes sin crear ningún dolor.
·Los materiales extremadamente duros y quebradizos se pueden maquinar fácilmente.
·Los perfiles altamente precisos y el buen acabado de la superficie se pueden obtener fácilmente.
·La pieza de trabajo mecanizada está libre de tensiones.
·La tasa de eliminación de metal es superior.
·Debido a prácticamente ninguna generación de calor en el proceso, las propiedades físicas del material de trabajo permanecen sin cambios.
·La operación es ruidosa.
·La operación del equipo es bastante segura.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Para Consultas sobre nuestros productos o su lista de precios, por favor, déjanos a nosotros y estaremos en contacto dentro de las 24 horas.





© Derechos de autor: 2026 Hangzhou Altrasonic Technology Co.,Ltd Reservados todos los derechos

IPv6 Red soportada
Escanear a WeChat



